01.jpg)
02.jpg)
智能配料控制系统是一种工业散料生产作业中高效能、智能化的生产配料控制和管理系統。该系统采用先进的控制技术和算法,能够对生产的配料过程进行精确、快速的控制与管理。智能配料控制系统在化工、食品、水泥等多个领域都有广泛的应用,能够有效提高了生产效率和产品质量,降低了生产成本,具有极高的应用价值。
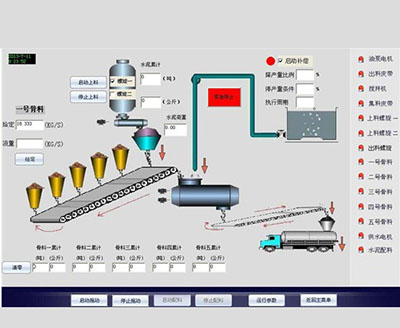
智能配料控制系统的功能和特点包括:一、可实现关键配料控制,按照既定的配方参数完成高精度控制喂料,减小配料与配方的误差,维持配料作业的稳定,保证生产品质。二、实现自动化生产,减少人工干预,系统只需要简单的设定配方参数,自动运行、管理软件模块自动生成生产报表。三、具有人机交互功能,操作简单方便,无论是生产现场控制仪表页面还是上位机管理系统软件界面都采用人机对话方式。四、能够进行全面的监测和管理,确保生产过程的安全和稳定,例如,系统对物料流、计量系统进行监测,异常时(跑偏、超载等)自动报警。五、实现数据智能化,提高了决策效率和精度,生产配料现场数据实时共享,历史数据和报表可查。
智能配料控制系统的应用效益非常显著。首先,该系统可以实现对配料的高精度控制,减少生产过程中的误差和物料浪费,提高了产品的质量。其次,该系统可以实现自动化生产,减少人工干预,加快生产速度,提高了生产效率。再次,系统具有全面的监测和管理功能,不仅可以确保生产过程的安全和稳定,还能够在实时监控之下发现问题并解决,保障了生产的正常运行。最后,该系统实现了数据智能化处理,提高了数据的准确性和分析效率,为生产管理和决策提供了可靠的依据。
总之,智能配料控制系统是一种高效能、智能化的配料控制系统,在多个领域都得到了广泛的应用。该系统具有高精度控制、自动化生产、全面监测和管理、数据智能化处理等多种功能和特点,极大地提高了生产效率和产品质量,降低了生产成本。可以说,智能配料控制系统是一种非常有价值的生产解决方案,对工厂的发展有着积极的促进作用。
上一篇:螺旋式给料机的应用领域和应用特点
下一篇:如何确定皮带定量给料机的配置?
 苏公网安备32039102000558
苏公网安备32039102000558
 关注更多
关注更多